
가용접(tack welding)이란
가용접(tack welding)은 본 용접을 실시하기 전에 좌우의 홈 부분을 잠정적으로 고정하기 위한 짧은 용접인데 균열, 기공, 슬래근 혼입 등 많은 용접결함을 수반하기 쉬우므로 원칙적으로 본 용접을 할 부분에 가용접을 하는 것은 바람직하지 못하지만, 불가피 할 경우에는 본 용접부에 가접을 하고 본 용접 전에 갈아내는 것이 좋다.
가용접은 그 명칭에서 오는 것 때문에 경시되기 쉽지만, 오히려 본 용접과 동등이상의 기량을 가진 용접사에 의해 실시되어야 한다.
즉 가용접은 일반적으로 아래 그림과 같이
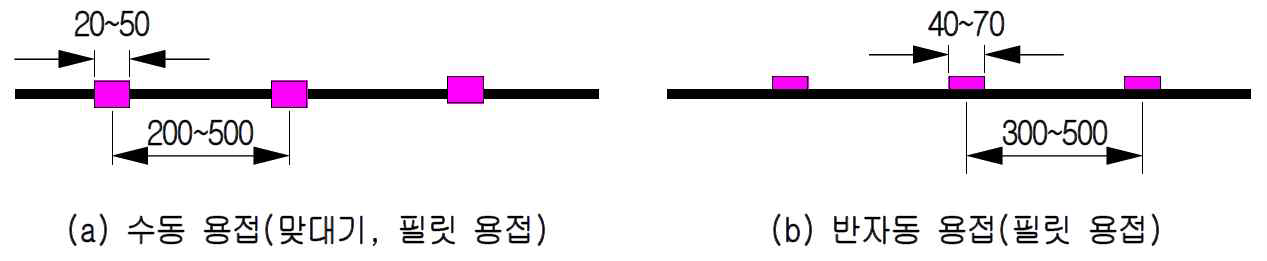
짧은 비드로 되어 있는 용접으로 기공, 균열 등의 결함이 본 용접 이상으로 생기기 쉬우며, 또한 본 용접의 일부로 되는 경우가 많기 때문이다.
가용접은 언더컷이 생기지 않도록 하고 강도상 중요한 곳과 용접의 시점 및 종점이 되는 끝부분은 가접을 피하도록 하고 본 용접보다도 지름이 약간 가는 용접봉을 사용하는 것이 좋다.
2. 가용접의 중요성과 검사방법
(1) 용접방법
가스용접은 아크용접에 비하여 가열온도가 낮고 열 영향부도 넓기 때문에 열 사이클이 훨씬 늦다. 저항용접의 경우 점(Spot)용접이나 심(Seam)용접의 경우는 0.1초 미만에 용융, 수초에 냉각되므로 열 사이클이 급격하다.
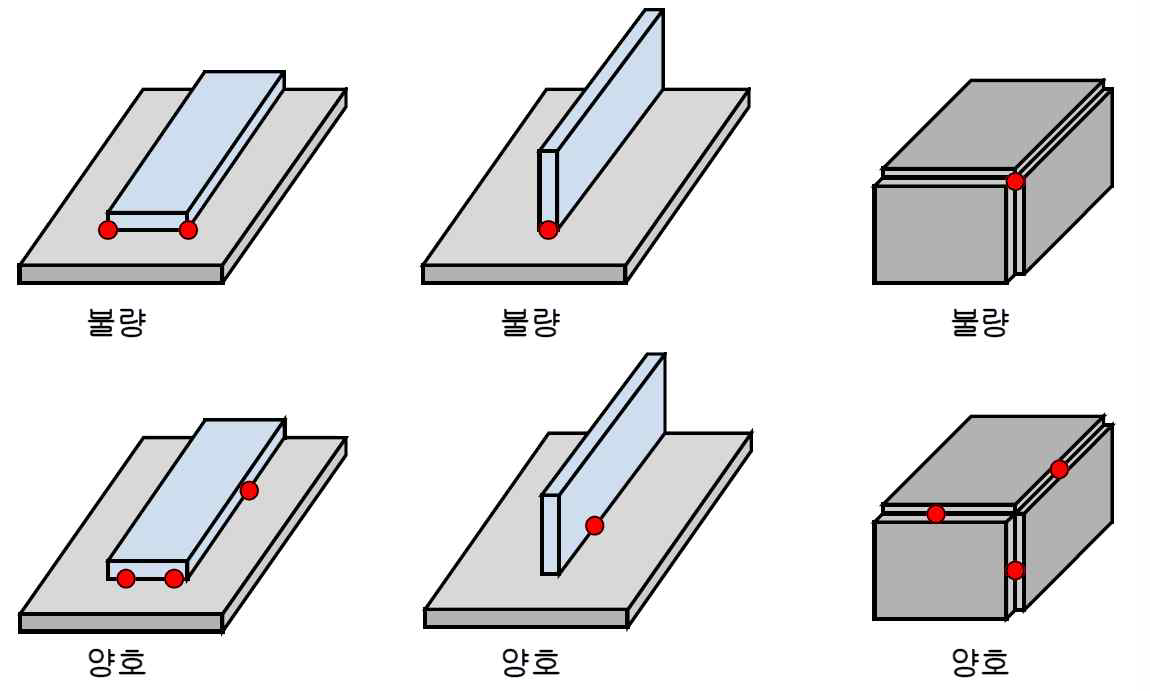
(2) 가용접 이음형상
입열이 동일한 경우에 모재 중에 열이 발산하기 쉬운 형상일수록 냉각속도가 빠르게 된다. 즉, 필릿(Fillet)이음은 맞대기(Butt)이음의 경우보다 냉각속도가 더 빠르다.
(3) 가용접부의 제거
정렬을 유지하기 위하여 사용된 가용접일 경우, 완전히 제거하거나 종점과 시점이 본 용접부에 만족스럽게 용융이 될 수 있도록 그라인딩이나 가우징 등의 방법으로 처리되어야 한다. 가용접부는 인정된 절차로 자격이 인정된 용접사가 용접하여야 하며 결함에 대해서 육안검사를 하여야 하고, 결함이 발견되면 결함을 완전히 제거하여야 한다. 결함제거 부위는 자분탐상시험(MT)이나 침투탐상시험(PT)를 실시하여 최종 확인토록 한다.
(4) 가용접의 검사
제작 현장에서 대수롭게 보아 넘길 수 있는 아크스트라이크(Arc Strike)나 용접 길이가
짧은 가용접은 용착강의 야금적 성질에 중대한 결함으로 미래 결함의 원인이 되어 구조물의 취성파괴를 유발시키므로 결함을 사전 예방토록 하여야 한다.
용착강의 건전성 확보를 위하여 용접완료 후 외관검사와 비파괴시험을 거쳐 용접부의 신뢰성을 높이고 있으나 금속의 조직 변화에 따른 결함사항을 방사선투과시험(RT), 또는 초음파탐상시험(UT), 기타의 비파괴시험으로는 발견이 곤란하기 때문에 수시 모니터링 검사를 실시하여 야금적 결함을 사전 예방하는데 초점을 맞추어야 한다.








최근댓글